实验一长度测量
[实验目的]
l.学习米尺、游标卡尺、螺旋测微器的原理及正确使用方法.
2.运用误差知识,合理选择测量仪器.
3.掌握不确定度和有效数字的概念,学会正确记录和处理数据.
[实验仪器]
米尺,游标卡尺,螺旋测微器,长方体铁板条,金属圆筒,小钢球.
[实验原理及仪器介绍]
米尺、游标卡尺和螺旋测微器是最常用的测长度的仪器.表征这些仪器主要规格的有量程和分度值等.量程是测量范围;分度值是仪器所标示的最小量度单位.分度值的大小反映仪器的精密程度.
1.米尺
米尺是最简单和最常用的测长仪器.米尺的分度值是lmm,即只能准确地读到毫米位,毫米以下的位是估读位.当测量长度不太大时,米尺的仪器误差一般可取最小分度值的一半,即最大估计误差不会超过0.5mm.
2.游标卡尺
游标卡尺是由主尺(米尺)和附加在主尺上的能沿主尺滑动的副尺(游标尺)构成的,利用游标尺可以把米尺估读的那一位准确地读出来,比米尺的精度高.
如图1-l所示,游标卡尺主要由两部分组成,一部分是与量爪A、A’相联的主尺D;另一部分是与量爪B、B’及深度尺C相联的游标E.游标可紧贴在主尺上滑动.量爪A、B用来测量内径,量爪A’、B’用来测量外径或厚度,深度尺用来测量槽的深度.
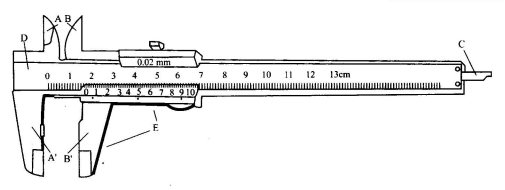
图1-l游标卡尺
游标读数原理如图1-2所示.设主尺的分度值为a,将游标分成n个分度,分度值为b,使游标上n个分度的长度与主尺的(vn-l)个分度的长度相等(v=1,2或5等),则有
 (1-1)
(1-1)
或变形为
 (1-2)
(1-2)
若主尺与游标尺最小分度差用x表示,则有
 (1-3)
(1-3)
x是游标尺准确读数的最小单位,所以游标读数的方法叫视差法.
 图1-2游标卡尺刻度示意图图1-3十分游标读数示意图
图1-2游标卡尺刻度示意图图1-3十分游标读数示意图
如图1-3所示,n=10的游标称为“十分游标”,十分游标的x=0.lmm,它由主尺上一分度与游标上一分度的差值给出,它是游标尺能读准的最小值.如果游标上的第m条刻线与主尺上的某一条刻线重合,如图1-3中m=2,即第二条线重合,则读数的小数部分为(x×m),当m=2时,读为0.2(即0.1×2),整个读数为:整数部分加小数部分.如果不能准确判断相邻两条刻线中哪一条更接近或更重合,就认为是前一条刻线重合.
n=20的游标称为“二十分游标”,x=(1/20)mm=0.05mm.
n=50的游标称为“五十分游标”,x=(1/50)mm=0.02mm.
综上所述,无论多少分游标,游标卡尺的读数方法如下:
先读出游标零线前主尺的毫米刻度数(即整数部分),再看游标上第m条刻线与主尺某线对齐(或最接近对齐),然后用x×m的数值(即小数部分)加到主尺读数(整数部分)上,即为测量的长度.
表1-l列出了国家计量局规定的各种量程的游标卡尺允许的示值误差.
使用游标卡尺时,首先,把量爪A、B合拢,检查游标的“0”刻线是否与主尺“0”刻线重合,如果不重合,应计下零点读数L0并加以修正.即得测量值L=L1-L0,L1为未作零点修正前的读数值,L0可正可负.其次,当量爪接触被测物时,切忌用力过大而引人测量误差.最后应先松开量爪,再取出被测物,以免量爪磨损.
表1-l国家计量局规定的各种量程的游标卡尺允许的示值误差(单位:mm)
测量范围 |
分度值 |
0.02 |
0.05 |
0.1 |
0~300 |
±0.02 |
±0.05 |
±0.1 |
300~500 |
±0.04 |
±0.05 |
±0.1 |
500~700 |
±0.05 |
±0.075 |
±0.1 |
700~900 |
±0.06 |
±0.10 |
±0.15 |
900~1000 |
±0.07 |
±0.125 |
±0.15 |
3.螺旋测微器
螺旋测微器又名千分尺,它是比游标卡尺更精密的测量长度的仪器,能准确地读到0.01mm.螺旋测微器的量程和分度值都比游标卡尺小,故常被用来测量数值不大,精度要求较高的物体.
螺旋测微器的结构如图1-4所示.它由弓形架G、测量螺杆A与微分筒E紧密联在一起,固定套筒D的尾部加工成螺母,与测量螺杆A和螺旋柄连着,转动棘轮F可带动A前进或后退.微分筒E沿圆周划分有刻线,共50个等分格.当微分筒E旋转一周,即旋转50个等分格时,螺杆A沿轴线移动一个螺距,通常螺距为0.5mm,所以旋转一个等分格时,沿轴线位移为(0.5/50)=0.01(mm),因此微分筒上的最小分度为0.01mm,可估读到0.001mm位.
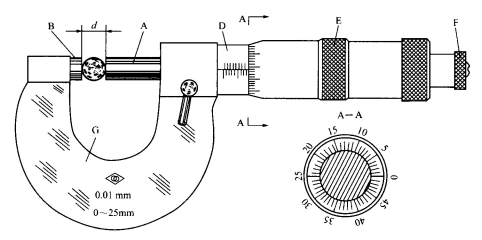
图1-4螺旋测微器
固定套筒中央沿轴线方向的一条刻线称做准线,上方有毫米刻度,下方有半毫米刻度,这是主尺.当测量螺杆A与测砧B密合时,校准好螺旋测微器,使微分筒的零刻线与准线重合.此时表示待测长度为0.000mm,称为初读数.有时由于调整不当,初读数并不为零.
下面介绍螺旋测微器的读数方法.测量前对仪器进行零点校准,记下初读数.若初读数不为零,则如图1-5所示,表示仪器有零点误差(系统误差),测量时应从未读数中减去初读数,注意初读数的正负.
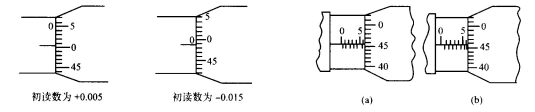
图1-5螺旋测微器零点读数示意图图1-6螺旋测微器读数示意图
用棘轮F后退测量螺杆A,在A、B间放待测物体,然后再用F旋进A,测微螺杆接近待测物时,应缓慢转动测力装置,当听到“喀,喀”的响声时,即可读数.物体长度d可由D和E上的刻度数读出. 0.5mm以上的部分由主尺D读出; 0.5mm以下的部分由微分简E周边上的刻度数读出,如图1-6(a)所示的读数为6.454mm,其中0.004mm是估读的,图1-6(b)读数为6.954mm,其中0.004mm是估读的.
使用螺旋测微器时,首先要在测量前反复核对零点读数,测量时应先记录零点读数,并对测量数据作零点校正.其次,测微螺杆接近待测物时,应缓慢转动测力装置,当听到“喀、喀”的响声时,即可读数.用完后将螺杆退离测砧,以免受热膨胀时损坏仪器
[实验内容和步骤]
一、熟悉米尺、游标卡尺、螺旋测微器的使用方法,在表1-2内记录仪器的有关数据
表1-2仪器数据记录
仪器名称 |
编号 |
量程 |
分度数 |
仪器误差 |
零点读数 |
米尺 |
|
|
|
|
|
游标卡尺 |
|
|
|
|
|
螺旋测微器 |
|
|
|
|
|
二、测量铁板条的体积(仅考虑仪器误差时,要求测量不确定度小于0.6%)
1.用米尺分别粗测铁板的长a、宽b、厚d,根据不确定度的等分原则,选用不同仪器精确测量铁板的长、宽、厚.仪器的选择结果填入表1-3.
2.在待测物不同位置上测长、宽、厚各6次,数据记入表1-3.计算各量的平均值和测量值(指经零点修正后的值),计算各次测量的残差.
3.计算各测量量的标准误差、A类不确定度.根据不确定度的合成原则,估算长、宽、厚的总不确定度.
4.计算铁板条的体积及不确定度,正确表示间接测量量体积的测量结果.测量结果的不确定度如不满足小于0.6%的要求,试分析其原因.
表1-3铁板的测量记录
仪器 |
()测长 |
()测高 |
()测厚 |
次数 |
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
2 |
|
|
|
|
|
|
3 |
|
|
|
|
|
|
4 |
|
|
|
|
|
|
5 |
|
|
|
|
|
|
6 |
|
|
|
|
|
|
平均值 |

|

|

|
标准误差 |

|

|

|
A类不确定度 |

|

|

|
总不确定度 |

|

|

|
修正后的测量值 |

|

|

|
测量结果:
三、用游标卡尺测量金属圆筒的体积
1.测量金属圆筒的内、外径及高.内、外径在相互垂直的位置上共测量4次.
2.计算金属圆筒的体积及不确定度,写出测量结果.
四、用螺旋测微器测量小钢球的体积
1.测量小钢球的直径,在不同的位置测量6次.
2.计算小钢球的体积及不确定度,写出测量结果.
【预习思考题】
l.如何使用各种测长仪器?
2.如何根据不确定度要求合理地选用测量仪器?
【习题】
1.如果以a表示主尺上最小刻度的长度,以n表示游标的总格数,试证明游标卡尺的分度值为a/n.
2.欲测量半径为2cm左右的钢球体积,要求单次测量的相对不确定度不大于0.5%,应使用什么仪器测量才能满足精度要求?为什么?